歡迎訪(fang)問青(qing)島海鐵複(fu)合材料有(you)限公(gong)司網(wang)站!

20年複合(he)材料
自(zi)主(zhu)研究(jiu)定制品牌(pai)

全國訂購熱(re)線:
您的浏(liu)覽器(qi)版本(ben)過低,爲保證更佳的浏覽體驗(yan),請點(dian)擊更(geng)新高版本浏(liu)覽器
以後再(zai)說x歡迎訪(fang)問青(qing)島海鐵複(fu)合材料有(you)限公(gong)司網(wang)站!
20年複合(he)材料
自(zi)主(zhu)研究(jiu)定制品牌(pai)
全國訂購熱(re)線:




首(shou)頁 > 材(cai)料資(zi)訊 > 行業(ye)知(zhi)識
行業知識(shi)作者:青島海鐵(tie) 發布(bu)時間(jian):2023-02-27 次(ci)浏(liu)覽
在cfrt制備過程中,由(you)于熱(re)塑樹脂的(de)黏度高(gao),與熱固樹脂(zhi)相比(bi)其浸(jin)漬難度大(da),一般(ban)先采用浸漬工(gong)藝制備出(chu)連續纖維增強熱塑(su)預浸料,之(zhi)後再利用(yong)成(cheng)型技術(shu)制備出複(fu)合材料成品。國内外(wai)目前已
在(zai)cfrt制備(bei)過程(cheng)中,由(you)于熱(re)塑樹(shu)脂(zhi)的黏度高,與熱(re)固(gu)樹脂(zhi)相比(bi)其浸漬難(nan)度大(da),一(yi)般先采(cai)用浸漬工(gong)藝制備出連續纖維增強熱(re)塑預浸料,之(zhi)後再利用(yong)成型技術制備(bei)出複合(he)材料成品。國内外(wai)目前已研(yan)發(fa)的(de)預浸料制備(bei)技術主(zhu)要包(bao)括雙鋼(gang)帶壓法、熔(rong)融浸漬法、粉(fen)末(mo)浸漬法(fa)、混纖(xian)法、溶液浸漬法(fa)以及反應(ying)浸漬法等(deng);cfrt成(cheng)型(xing)技術(shu)主(zhu)要有模(mo)壓法、自(zi)動(dong)鋪帶法、纏繞法等。預(yu)浸(jin)料制備(bei)技術(shu)和複合材料制(zhi)品成型技術之(zhi)間沒有嚴格的(de)界限,例如(ru)雙鋼(gang)帶壓法和模壓(ya)法既可以用來(lai)制備(bei)預(yu)浸(jin)帶材(cai),也可用于最終(zhong)複合(he)材料(liao)闆材(cai)的成型。

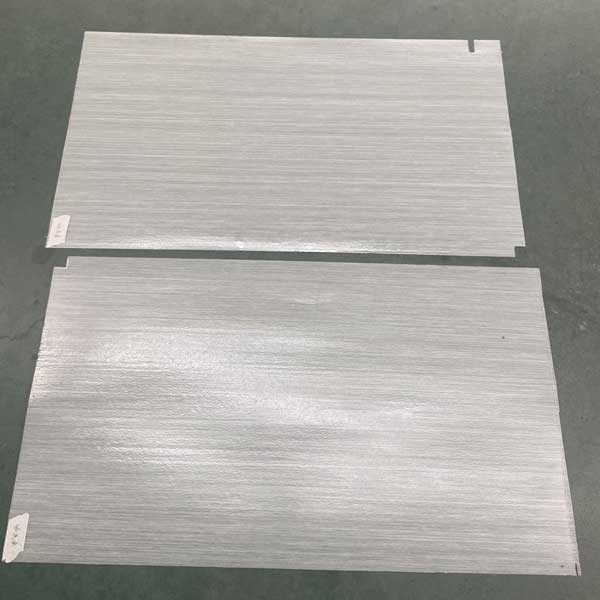
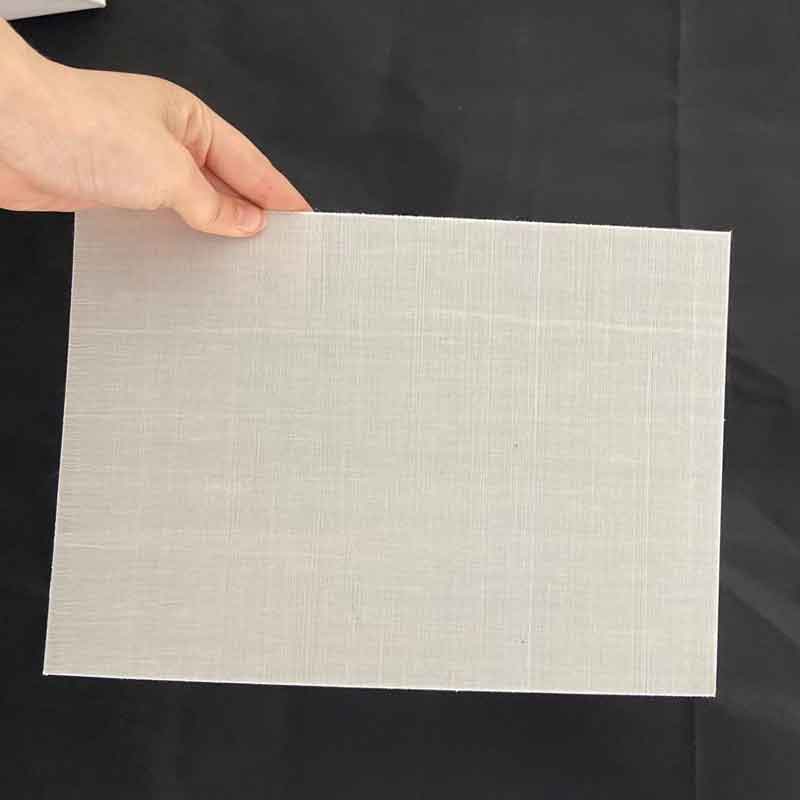
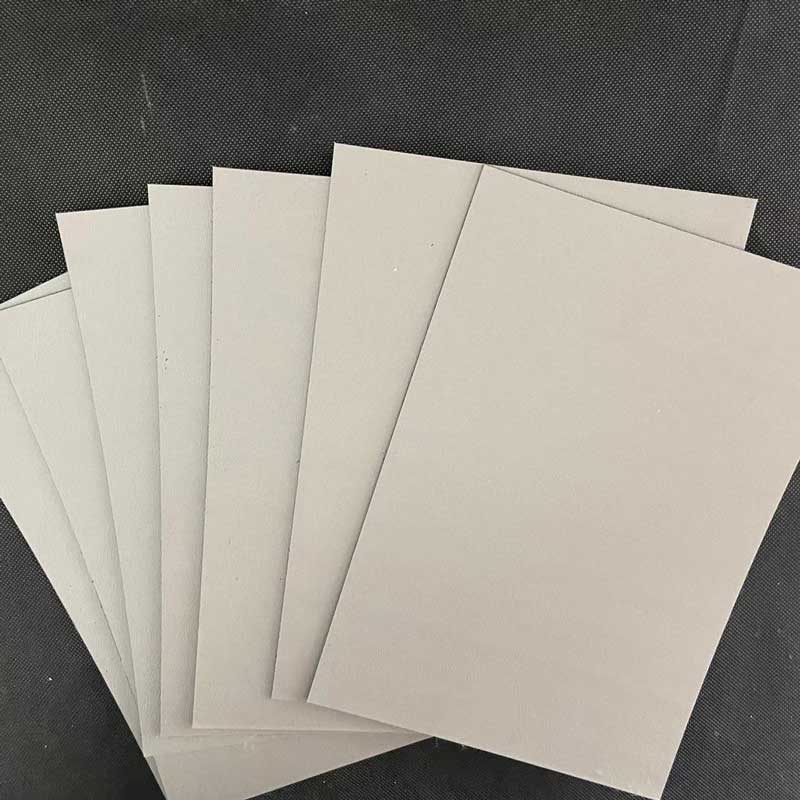
cfrt複合材(cai)料溶(rong)融浸漬
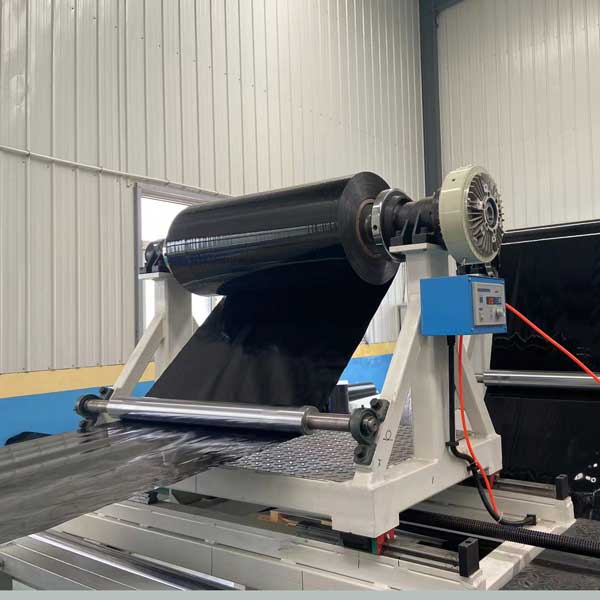
溶(rong)融浸漬過程中,樹脂(zhi)首先通過(guo)多種途徑(jing)達到溶融狀态, 在一(yi)定壓力的作用(yong)下對處(chu)于(yu)分散狀态的增強纖維進行浸(jin)漬,力(li)争(zheng)做到纖維束(shu)内浸漬(zi), 最後冷卻 得到預(yu)浸料或者直(zhi)接進行成型(xing)加工。
溶融(rong)浸漬工藝簡單(dan),過程中基(ji)本不産生揮發性物(wu)質,能夠(gou)較爲精确的(de)控制預浸料的(de)纖(xian)維(wei)含量(liang); 但是(shi)浸(jin)漬過程(cheng)要求樹脂具有較低的溶(rong)融溫(wen)度和溶融粘度(du)。
溶融(rong)浸漬工藝(yi)的核心(xin)即讓纖維束(shu)在浸(jin)淸過(guo)程中(zhong)分散 , 使纖(xian)維束(shu)内部(bu)得到(dao) 充分的浸漬。 早(zao)期的溶(rong)融浸(jin)淸(qing)工藝借(jie)鑒(jian)了電纜包覆的工藝, 溶融(rong)的(de)熱(re)塑性(xing)樹脂隻(zhi)是對纖(xian)維表面進(jin)行(hang)了包覆 , 纖維(wei)束間(jian)基本上(shang)沒有得(de)到浸漬 。
因此需要通過必要的(de)手段使纖(xian)維束(shu)内部得(de)到(dao)浸漬 。
相關專(zhuan)家開發(fa)了一套(tao)熱塑性(xing)樹脂(zhi)培 融浸漬(zi)裝置(zhi),利用(yong)各類(lei)棍系實現(xian)對纖維的分散、 浸漬以及(ji)對預浸帶(dai)進行上光;研究(jiu)了多(duo)個工藝參數 , 包括溶(rong)融溫(wen)度 、 輯數及牽引(yin)速度(du)等因(yin)素對(dui)預(yu)浸(jin) 帶浸漬效(xiao)果的影響(xiang)情(qing)況,通過該裝置成(cheng)功制(zhi)備了(le) 浸漬(zi)效果(guo)良好(hao)的連(lian)續纖(xian)維預(yu)浸料(liao) 。
想要咨詢cfrt 預浸(jin)帶闆材,請聯系(xi)青島海(hai)鐵,爲您(nin)提供優(you)質産品服務。
青島市膠(jiao)州市(shi)經濟(ji)技(ji)術(shu)開發(fa)區尚(shang)德大(da)道湘(xiang)江支路6号(hao)
郵箱:haitie2021@zilion.cc
總機(ji):
傳真:
了解(jie)更多"精(jing)益求精(jing),誠信(xin)爲本"
 微信(xin)
移動端網站
微信(xin)
移動端網站