歡迎訪問青島海鐵複(fu)合(he)材(cai)料(liao)有(you)限公(gong)司網站!

20年複合(he)材料
自主研究定制品(pin)牌

全國訂購熱(re)線:
您的浏(liu)覽(lan)器(qi)版本(ben)過低(di),爲保(bao)證更(geng)佳的(de)浏覽體驗(yan),請點擊(ji)更新高(gao)版本浏覽(lan)器
以後再說x歡迎訪問青島海鐵複(fu)合(he)材(cai)料(liao)有(you)限公(gong)司網站!
20年複合(he)材料
自主研究定制品(pin)牌
全國訂購熱(re)線:




作者(zhe):青島海鐵 發布時間(jian):2023-05-17 次浏覽(lan)
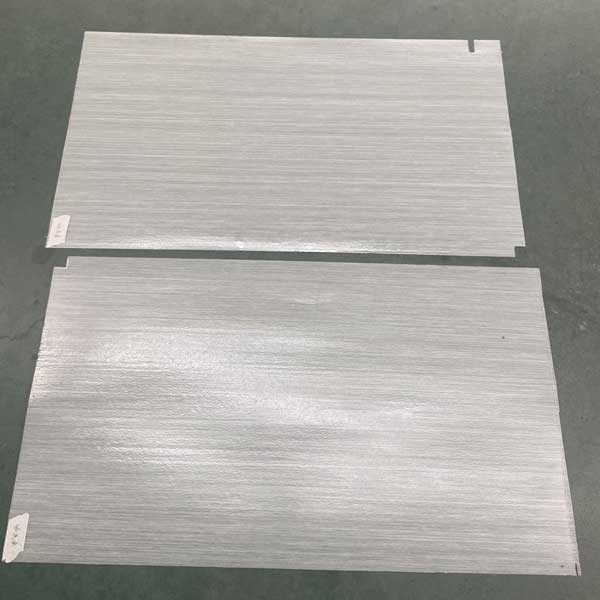
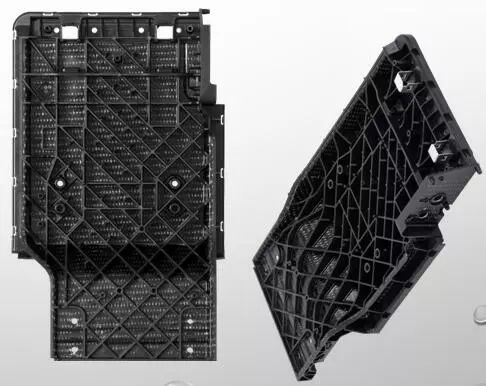
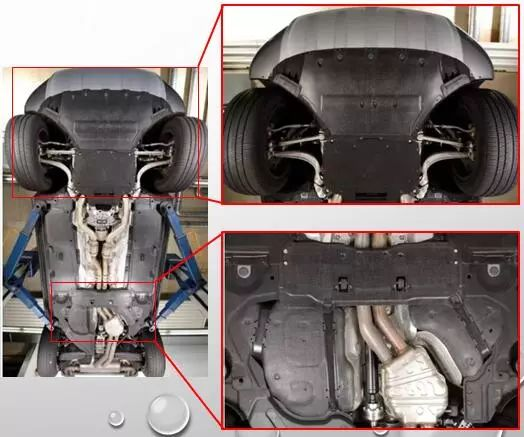
cfrt材(cai)料,采用熔(rong)融(rong)浸漬工藝将連續纖維充分(fen)浸漬在熱(re)塑性樹脂(zhi)中(聚(ju)丙烯、聚乙(yi)烯、尼(ni)龍或(huo)其他(ta)),制備(bei)得到一種高性(xing)能的單(dan)向(xiang)預浸(jin)漬帶材,其後期(qi)可通過0/90°鋪(pu)層複(fu)合、模壓或纏繞(rao)等工藝成型制品。

上一篇(pian):貨車重型卡車(che)運輸(shu)領域 上(shang)一(yi)篇:返回列表
上(shang)一篇:貨(huo)車重型卡車(che)運(yun)輸領域(yu) 上一篇:返(fan)回列(lie)表
青島市膠(jiao)州市經濟技術開發(fa)區尚(shang)德大(da)道湘(xiang)江支路(lu)6号(hao)
郵箱(xiang):haitie2021@zilion.cc
總機:
傳(chuan)真:
了解(jie)更多(duo)"精益(yi)求精(jing),誠信爲本"
 微信(xin)
移動端網站
微信(xin)
移動端網站